




TOKYO and KYOTO, June 16, 2026- FUJIFILM Corporation (President and CEO, Representative Director: Teiichi Goto) and HORIBA, Ltd. (President: Masayuki Adachi) today announced the co-development of a high-sensitivity inline Raman measurement system*1 that enables continuous, real-time monitoring of component concentrations directly from bioreactor and process equipment during cell culture and purification in biopharmaceutical manufacturing. When this system is used to control purification processes in antibody drug manufacturing, antibody yield improves by approximately 10%*2 compared with conventional UV-Vis-based process control methods*3.
Fujifilm will exhibit this inline Raman system at the BIO International Convention to be held in San Diego, USA, from June 22 to 25, 2026.
Biopharmaceuticals are medicines produced using biological systems such as cells or microorganisms, based on biologically derived materials, and they are advancing into diverse and increasingly sophisticated modalities, including antibody drugs, as well as cell and gene therapies. These therapies are used to treat a wide range of diseases, such as cancer and immune-related disorders, and the market is growing at an annual rate of approximately 9%*4. In the manufacturing process of biopharmaceuticals, slight variations in process conditions—such as oxygen concentration in cell culture media and purification processes—can significantly affect product quality and yield. As a result, identification and analysis of various components are conducted during cell culture and purification processes. However, conventional offline analytical methods require samples to be taken from cell culture media and purification solutions during manufacturing, making it difficult to monitor compositional changes in real time. Against this backdrop, there is an increasing demand for highly sensitive measurement technologies that can analyze the conditions inside bioreactor and process equipment in real time and accurately monitor changes in these conditions.
The system developed jointly by the two companies combines a high-sensitivity Raman spectrometer, a single-use probe with a superior optical throughput*5, and Fujifilm’s proprietary measurement algorithms to predict quality attributes. By integrating Fujifilm’s optical design technologies, cultivated through its imaging and optical device businesses, and its expertise in biopharmaceutical manufacturing in its Bio-CDMO business with HORIBA’s Raman spectroscopy technologies, known for their high sensitivity, precision, and stability, the companies have developed an inline Raman measurement system that achieves industry-leading sensitivity*6. This enables high-precision, real-time monitoring of changes in the composition of cell culture media and purification solutions.
Going forward, the two companies will work together to verify the system towards real-world use. By improving manufacturing processes’ monitoring and advanced data analysis technologies, the system is intended to contribute to the stable manufacturing of high-quality biopharmaceuticals, including antibody drugs, and the reduction of manufacturing costs.
- *1 Inline measurement technology that applies Raman spectroscopy (a technology based on the interaction of light with a molecule that provides detailed information about its chemical structure) to manufacturing processes, enabling continuous, real-time, non-destructive analysis of chemical composition and reaction states without sampling.
- *2 Verified through demonstration tests conducted using Fujifilm’s model experimental systems.
- *3 An analytical method that measures the amount of ultraviolet or visible light absorbed by molecules for the characterization and quantification of samples.
- *4 Estimated by Fujifilm based on Evaluate Pharma data (as of January 15, 2026).
- *5 An optical probe designed for single use, capable of efficiently collecting light for superior sensitivity while reducing contamination risk and eliminating the need for cleaning processes.
- *6 Measured in terms of signal-to-noise ratio (S/N) in a measurement system combining commercially available Raman spectrometers and probes for inline Raman applications. As of June 2026, based on Fujifilm research. The S/N is an indicator representing the ratio of measured signal to noise. A system with higher S/N is capable of detecting weaker signals, making it suitable for low concentration analytes detection.
This system combines a Raman spectrometer from HORIBA with Fujifilm’s single-use probe and Fujifilm’s proprietary measurement algorithms, enabling efficient acquisition of weak Raman signals and highly accurate analysis.
The Raman spectrometer provided by HORIBA has an extensive track record in refinery processes in the petroleum industry, where real-time chemical monitoring is required under harsh operating conditions. Engineered with cutting-edge technology, the rugged and high-performance Raman spectrometer delivers unmatched precision and stability to support long-term operation. In addition, the system achieves high sensitivity through a proprietary noise-reduction design that minimizes signal fluctuations caused by rising temperatures. It also enables highly accurate continuous measurement through an automatic calibration that mitigates spectral drift caused by temperature fluctuations and other factors.
By combining the Raman spectrometer with a high light-collection-efficiency probe optimized in material and structure for biopharmaceutical manufacturing using Fujifilm’s proprietary optical design technologies, the system can detect weak signals that were difficult to identify using conventional methods and attains the highest signal-to-noise ratio (S/N) in the industry. Sufficient accuracy can be ensured even with a short acquisition time, contributing to improved measurement throughput.
Furthermore, Fujifilm’s proprietary measurement algorithm extracts characteristic wavenumbers associated with target substances and impurities in the acquired Raman spectra*7 and constructs a predictive model, enabling highly accurate measurement of time-dependent changes in cell culture media components and concentrations of target substances and impurities in purification solutions.
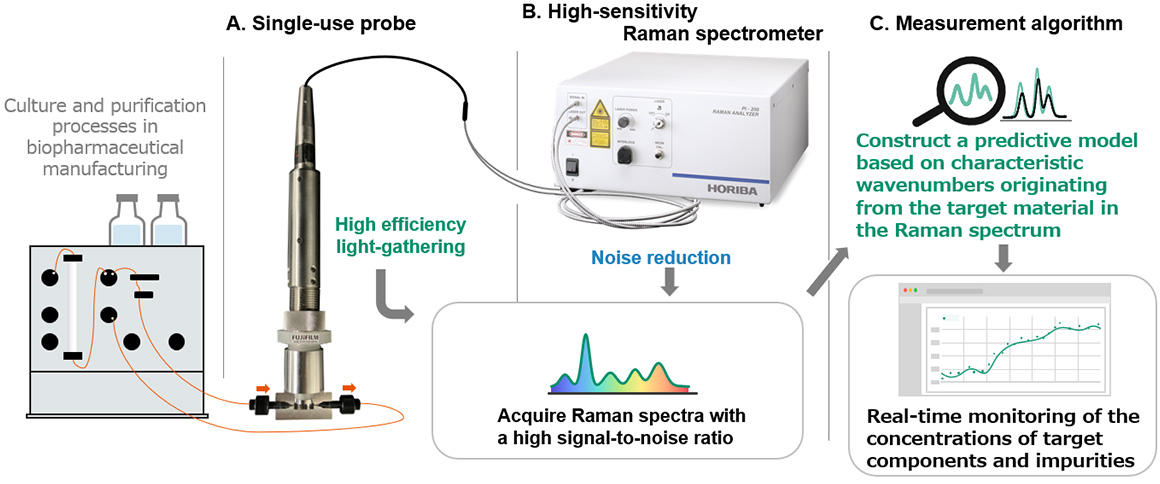
Schematic of the High-Sensitivity Inline Raman Measurement System
A high light-collection-efficiency probe and a Raman spectrometer with a noise-reduction design enable the acquisition of Raman spectra with a high signal-to-noise ratio (S/N). Characteristic wavenumbers associated with target substances are extracted from the acquired spectra, and a predictive model is constructed. This enables real-time monitoring of the concentrations of target components and impurities.
Conventional UV-Vis-based process control methods can measure total protein concentration but have difficulty distinguishing antibodies from size variants such as aggregates and fragments. This system extracts characteristic wavenumbers of antibodies and impurities from high-S/N Raman spectra, obtained using the combination of the Raman spectrometer and the single-use probe, and constructs a predictive model based on these data. This allows continuous, high-precision measurement of antibody and impurities concentrations. As a result, antibodies can be collected at the optimal timing when impurity levels remain within acceptable limits, without sacrificing drug substance’s yield. Experiments using this system have confirmed an approximately 10% improvement in yield compared to conventional UV-Vis-based process control methods. Furthermore, the system is expected to contribute to improving quality and yield in the manufacturing of a wide range of biopharmaceuticals beyond antibody drugs, by enabling high-sensitivity differentiation between target substances and impurities.
In cell culture processes, the system can identify and continuously measure multiple amino acids contained in the cell culture media, enabling real-time monitoring of changes in cell culture media composition inside the bioreactor. This makes it possible to identify sources of variation among batches and within the same batch process, allowing precise control of manufacturing processes and contributing to stable manufacturing of high-quality biopharmaceuticals.
By enabling continuous real-time inline analysis, the system reduces the time required for conventional offline analysis involving sampling during the process. As a result, the cycle of trial processes—from condition optimization to verification—can be repeated in a shorter time frame, contributing to improved efficiency and acceleration of process development.
- *7 A spectrum that plots Raman shift (energy change of scattered light) on the horizontal axis and intensity on the vertical axis, reflecting molecular structure and composition.
FUJIFILM Corporation is a subsidiary of FUJIFILM Holdings Corporation. FUJIFILM Holdings Corporation, headquartered in Tokyo, leverages its depth of knowledge and proprietary core technologies to deliver innovative products and services across the globe through the four key business segments of healthcare, electronics, business innovation, and imaging with over 70,000 employees. Guided and united by our Group Purpose of “giving our world more smiles,” we address social challenges and create a positive impact on society through our products, services, and business operations. For more information, please visit: www.fujifilmholdings.com. For further details about our commitment to sustainability and Fujifilm’s Sustainable Value Plan 2030.
With more than 70 years of experience, HORIBA develops unique measurement and analysis technologies to meet customers’ evolving needs worldwide. Through group companies and local sites across approximately 30 countries and regions, we support a wide range of industries and applications that address global societal challenges.
Guided by our corporate vision, “Joy and Fun for All,” HORIBA contributes to a safe, secure, and sustainable society where all life can thrive. We deliver comprehensive solutions that extend beyond measurement and analysis across three megatrend-driven business fields: Energy & Environment, Bio & Healthcare, and Materials & Semiconductor. For more information, please visit https://www.horiba.com/
FUJIFILM Holdings Corporation
Corporate Communications Division, Public Relations Group
- * Please note that the contents including the product availability, specification, prices and contacts in this website are current as of the date of the press announcement and may be subject to change without prior notice.