























製造業の工場や生産現場では、工場全体の効率性や生産性を測る指標として「稼働率」という言葉を多く耳にします。また似たような表記で「可動率」という言葉もよく目にしますが、どちらの指標でどれくらいの目標を目指すべきなのか、この2つをしっかり区別せず話していることも多いのではないでしょうか︖
ここでは「稼働率」と「可動率」の違いや、それを向上するメリット・阻害要因や改善方法について詳しくご紹介します。
工場の稼働率とは?
稼働率(英語︓Operating ratio)とは、設備の生産能力に対してどのくらい生産できたかを示す指標のことです。例えば、 1日100個作れる設備で90個作った場合は、稼働率は90%となります。逆に120個作った場合は稼働率は120%となります。
可動率(べきどう率、英語︓Operational Availability)とは、製造したい時にすぐに製造できるか︖を示す指標です。すぐに製造できるかどうかを示す指標であるため、稼働率のようにオーダー数量に影響を受けることがありません。そのため、生産効率を向上させることに特化した指標となります。
稼働率と可動率は生産性の向上を実現するための指標として扱われ、目的レベルでは同じ指標です。ですが、悪化する要因には大きな違いがあります。稼働率、可動率は双方とも、設備トラブルといった「設備要因」で悪化しますが、稼働率は生産オーダー数によっても悪化します。
例えば、1日100個の生産ができるのに、その日のオーダー数量が90個であれば、稼働率は90%になってしまいます。このような要因でも稼働率は悪化するため、生産効率のみを把握したい場合は、可動率を指標に使うと良いでしょう。
同じ文脈で語られることが多い設備総合効率(英語︓Overall Equipment Effectiveness)とは、公益社団法人日本プラントメンテナンス協会によって開発・提唱された生産設備の稼働効率を上げるために用いられる指標です。
設備総合効率では、稼働率を設備の待ち時間の視点で時間稼働率・性能稼働率・品質(良品率)の3つに分解し、それぞれの指標を阻害する要因を探し当て、改善していきます。設備総合効率については、以下のサイトを参考にご確認ください。
稼働率・可動率の計算方法(出し方)
それでは、稼働率と可動率の計算方法について解説します。
稼働率とは、通常に生産できる量(生産能力)のうち、実際に生産された量の割合のことです。 例えば、1日5名体制で8時間働き、それを1カ月続けることで100台のコピー機をつくることができる場合、100台=1カ月の生産能力になります。
そんな折、コンパクトな筐体が話題となり売れ行きが好調なため、1カ月だけ増産することが決定。労働時間は8時間のまま、人員を10名に増やし1カ月だけ通常の2倍つくることになったとすると、200台=実際に生産された量となります。
この場合、増産した1カ月間の稼働率は、200台÷100台=200%にアップしたことになります。
可動率とは、生産設備を、製造したい時にすぐに動かせた時間の割合という指標です。 例えば、弊社の場合、トナーなど消耗品のプラント生産設備は24時間体制で稼働させていますが、ポンプの突発故障などにより5時間停止し、19時間しか運転できなかった場合、 可動率は、19時間÷24時間=79%となります。
また弊社では、トヨタ生産方式をベースとした弊社流の生産革新活動を進めているため、可動率は「べきどうりつ」と読み、稼働率「かどうりつ」と区別しています。
稼働率の向上によるメリット・デメリット
稼働率は、工場管理者が各工程のスループット(工程に淀みががないか等)を把握し、全体最適の 視点で向上を進めることにより、市場環境に応じた設備投資の効率をみる指標として役立ちます。
逆に、工程全体を通した生産能力を無視して、工程別に稼働率の目標を決めたり、工場管理者が設備稼働率を一定に設定すると、ある工程の仕掛品在庫ばかり増えるが出荷はできない..といったデメリットが生じることもあります。
稼働率を阻害する8つの要因とは?
では、設備が要因となって稼働率が悪化する場合、どのような要因があるのでしょうか︖代表的な要因をご紹介しましょう。
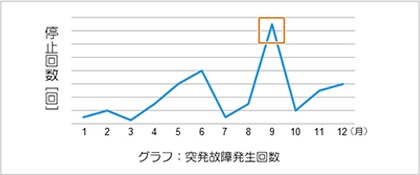
設備の故障による稼働率の悪化が故障ロス(ドカ停)です。例えば、ロボット軸異常・ポンプ回転不良・電装機器の不良といった設備の突発的な故障が該当します。これらの突発的に発生する故障では、まず原因究明を行い故障した部品を交換する準備をするなど、長時間の故障停止を招いてしまいます。
部品が詰まったなど、設備のちょっとしたトラブルによる稼働率の悪化。数秒、数分のチョコ停が積み重なると稼働率に大きな影響を与えます。例えば弊社の場合、ワークの搬送などに6軸の多関節ロボットを使用していますが、人間の肩や腰と同じく疲労が蓄積すると、軸のバックラッシュ(ガタつき)が発生し、部品の引っかかりや搬送の停滞といった、チョコ停を招いてしまいます。
A製品からB製品に製造を切り替えることによる稼働率の悪化です。品種や工程内容が変わる際に生じる、切替作業のことをいいます。プレスの金型、成形やドリル等の治工具の取り替え、精密切削加工や化学装置の基準調整、変更それに組立部品や部材の切り替え、製造前の作業内容確認や掃除もこれに含まれます。
設備を起動させる際の時間的なロスによる稼働率の悪化です。昼休み後や休日後のスタートアップ時に生じる、時間的ロス・物量ロスを指します。生産条件(温度/流量/粘度/湿度)待ち・部材待ち等があります。
設備の動作スピードや要員の作業スピードが遅くなることで稼働率が悪化です。例えば、基盤実装工程にその機種を初めて生産する作業者が入った場合、ラインリーダーがきっちりとOJTをしてからライン投入しないと、速度低下を招いてしまいます。
ちなみに弊社では、ラインで何が起きたかプロセスとして取得するため、どの工程が止まってるかを赤で表示する従来の「アンドン」から、ラインで変化が発生したらどこでどんな変化がおこったか赤く表示する「4M2Sアンドン」という考え方に切り替えて表示しています。こうすることによって、前述のように、その機種の生産に不慣れな作業者がラインに入った場合、ラインリーダーは変化を迅速に察知できるようにしています。
不良品や部品の不具合発生による稼働率の悪化です。弊社の例ですが、穴のあいた基盤の中に部品を差し込む作業の場合、穴の大きさと部品の足の太さには交差(合格品だが大きさのばらつき)があるため、ピッタリはあり得ません。そうすると狭めの穴に偏った材料ロットと、太めの足に偏った材料ロットの組み合わせが生じた際に、硬くて入り入りにくい事があり、これに気づかず作業を進めた為、「浮き」という不良ロスが、連続で発生するという問題が起きていました。
現在は、手組み後の不良発生を作業者へリアルタイムに知らせる仕組みを作り、連続した不良は無くなっています。
製造に必要な部品が予定通り入庫されないことによる稼働率の悪化(物流トラブルなど)です。原料・材料・部品または製品が、計画に反して滞り手待ちの状態です。部品が規格通りできず選別するムダ等が発生します。
- 前工程の生産が終了するまで待機するなど、ネックとなる工程に影響を受けて稼働率が悪化します。製造や流通でなどのプロセスにおいて、全体のスピードを低下させている原因が特定の場所にある場合、その問題箇所を指します。砂時計を例にすると、中央の『くびれ』の部分によって砂の落下が制限され、砂時計をいくら大きくして砂の量を増やしても『くびれ』具合を変えなければ落下速度は同一となります。
稼働率の5つの要因を改善する方法(IoTによる稼働率の改善)
調達した部品の不具合・物流トラブルといった外的な要因や設備の立ち上がりロスを除いた内部要因は、工場内でIoTを活用することで改善し易くなります。ここでは稼働率の向上にIoTを活用した時にどんな改善が期待できるのか、ご説明しましょう。
ここにIoTを活用すると、製造日報に記載されている様々なデータをタイムリーに集計し分析することができます。そのため設備の状況を定量的に俯瞰することができ、どこの設備に優先的に手を打てば良いかが見える化できます。故障が発生しそうな予兆がある設備を把握し、故障が発生する前に事前に保全をすることができるようになります。
例えば、ファンの回転部に異常がないか保全要員のカンとコツで設備の状態を監視していたのを、下図A~Dのように振動センサーを取り付けて自動で解析することで、あらかじめ決めた基準に沿って傾向管理する、といった活用ができます。そして異常値が出た場合にアラート発信させ、保全要員が現地で詳細点検を行うことにより、故障ロスを最小限に抑えることができます。
弊社では、現場で測定した振動データをISOの振動評価基準(振動シビアリティ)に則り解析することで、誰が測っても誤判定しないという効果が出ています。
IoTを活用すると、製造日報に記載されている様々なデータをタイムリーに集計し分析することができます。そのためチョコ停が発生した前後に何があったのか︖の傾向を分析することができます。その結果、チョコ停の発生要因を把握でき、事前に対処できるようになります。

段取り替えでは、BからCに段取りを変える場合と、CからBに段取りを変える場合とでは、段取り替えのスピードが異なるケースがあります。そのため、段取り替えの順序を工夫することで、稼働率の低下を抑えることができます。
段取り替えの時間もIoT活用することで可視化できます。そのため、どのような順番で段取り替えを実施すれば良いかが把握でき、稼働率の低下を抑止できます。
設備のスピードも、IoTを活用することでリアルタイムに数字で監視できます。そのため、スピードが落ちている設備を事前に把握でき、速度低下ロスを防止できます。
IoTを活用することで、設備全体の工程を可視化できます。そのため、工程間の依存関係を数値で把握することができます。
例えば、稼働率の悪い設備がある場合、その要因は、自分の工程なのか、それとも依存関係にある工程なのか︖を分析することができます。
依存関係にある工程を改善することで、自分の工程のスピードも改善されれば、稼働率の改善にもつながります。
手軽に、気軽に見える化や改善を実現したい方向けの資料
- 設備保全を効率化する製造業向けkintoneテンプレートの使い方
- 製造業向けkintoneテンプレートによるチョコ停対策と可動率向上のやり方
工場や現場の見える化を本格的に検討したい方向けの資料
- 工場の見える化「3つの手順」と良品条件を決める重要ポイント
- 予防保全のメリット・デメリットとIoTを活用した場合の期待できる効果
- 稼働率の阻害要因を改善するものづくり見える化SOL概要資料
- ものづくり見える化SOLを活用した設備保全の計画の立て方・PDCAの回し方
検索条件を変えていただき、もう一度お試しください。
検索条件を変えていただき、もう一度お試しください。